Have you ever wondered if it’s possible to weld spring steel? As a metalworking enthusiast, you’ve likely pondered this question before. Spring steel is a high-carbon, tough-as-nails steel that is often used for components like gears and springs that require strength and resilience. However, welding spring steel is no easy feat. It requires meticulous attention to detail and the right tools for the job.
Whether you’re a novice or an experienced welder, knowing how to weld spring steel is crucial if you want to create top-quality, durable components. In this article, we’ll delve into the nitty-gritty of welding spring steel and offer some practical tips for success. We’ll explore what makes spring steel such a challenging material to weld – namely its high carbon content and tendency to crack under pressure. Additionally, we’ll examine various welding techniques that can be utilized for welding spring steel while weighing up their pros and cons.
So whether you’re an aspiring welder looking to hone your skills or a seasoned pro searching for new insights, this article has something for everyone. By the end of this piece, you’ll have a comprehensive understanding of the key factors involved in welding spring steel and will be better equipped to tackle this challenging task with confidence.
What is Spring Steel?
Contents
Spring steel is a fascinating material with unique properties that make it an essential component in many industries. It is a type of high-quality carbon steel specifically designed to withstand high stress and repeated impact without deforming or breaking. This is why it’s commonly used to create springs, lending to the name “spring steel.”
The composition of spring steel is primarily iron, but it also contains small amounts of other elements such as silicon, manganese, phosphorus, and sulfur. These additional elements help to enhance the overall strength and durability of the steel. The specific composition of spring steel can vary depending on its intended use, but it typically contains between 0.6% to 1.0% carbon.
Spring steel is found in a wide range of industries, from automotive and aerospace to construction and manufacturing. Its durability and strength make it ideal for suspension systems and clutch springs in vehicles, saw blades, hand tools, and much more.
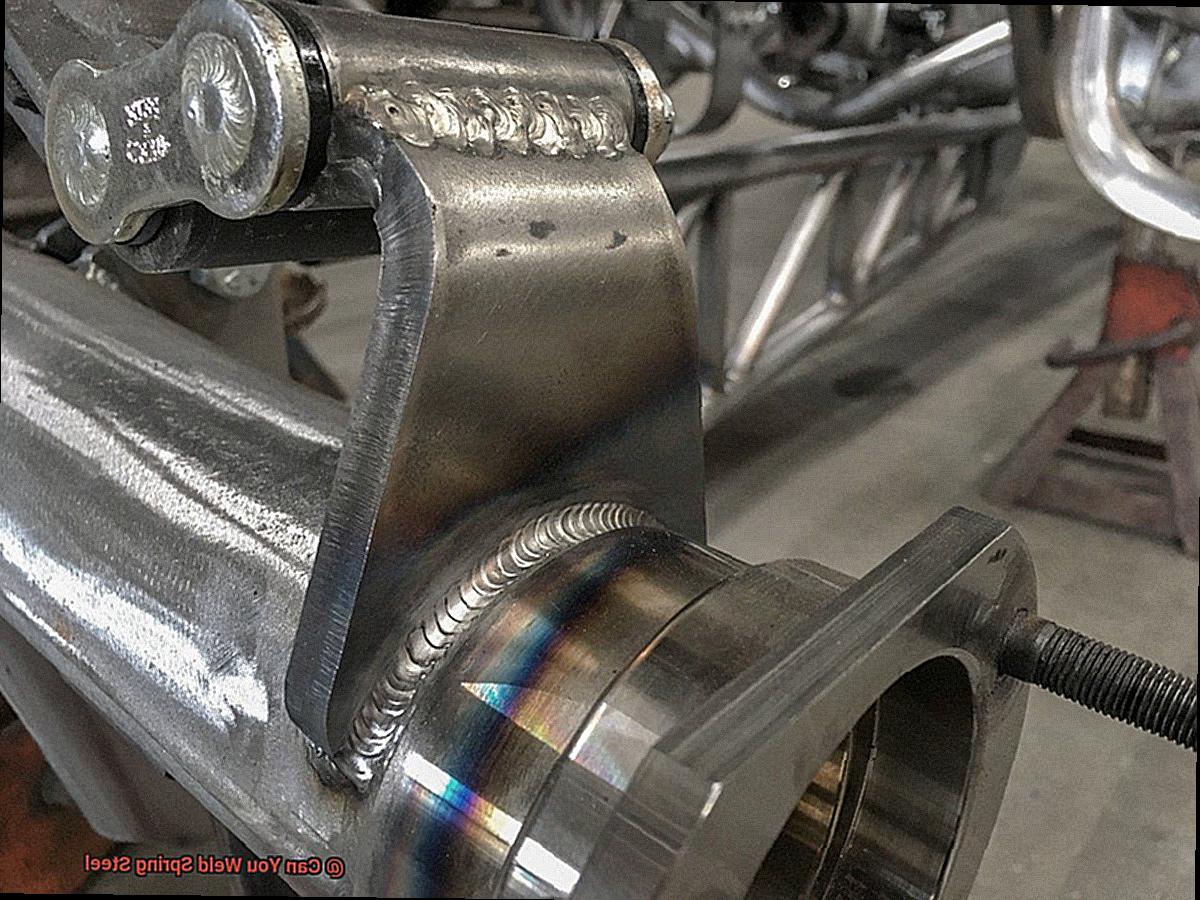
One of the challenges with spring steel is that welding it requires proper technique and filler material selection due to its high carbon content, which makes it prone to cracking during the welding process. Gas tungsten arc welding (GTAW) or TIG welding and gas metal arc welding (GMAW) or MIG welding are the most common techniques used for spring steel welding, depending on the thickness of the material being welded and the type of joint being used.
It’s crucial to select a low carbon content filler material that matches the composition of the base metal to reduce the risk of cracking and ensure a strong weld joint. Preheating spring steel before welding is also essential in reducing the risk of cracking. Cleaning the surface of the spring steel before welding is equally important to remove any oil, dirt, or other contaminants.
With proper technique, filler material selection, preheating, and surface preparation, welding spring steel can result in a strong and durable weld joint. However, it’s always recommended to consult with a professional welder or engineer before attempting to weld spring steel for best results.
Why is Welding Spring Steel Challenging?
Welding spring steel can be a daunting task, but with the right techniques, it’s possible to produce strong and reliable welds on this challenging material. So why is welding spring steel so difficult?
One of the biggest challenges is the high carbon content in spring steel. This can lead to cracking and brittleness during the welding process. The carbon content also makes it difficult for the weld to penetrate and fuse properly, adding another layer of complexity.
Another obstacle is spring steel’s heat sensitivity. This type of steel is designed to be hardened and tempered, which means it has endured high temperatures and quick cooling processes. However, when welding, the high heat from the welding process can undo this tempering, making the steel weaker and more prone to cracking.
Furthermore, spring steel often has a thin cross-section, which can make welding it without burning through or distorting the metal a challenge. This demands precision and control from the welder.
Despite these challenges, there are techniques that can be used to overcome them. Preheating the metal before welding is one such technique. This helps reduce the risk of cracking by gradually heating the steel and reducing thermal shock. Additionally, using low hydrogen electrodes designed for welding high-carbon steels like spring steel can help improve the quality of the weld.
What are the Most Common Welding Techniques for Spring Steel?
Welding spring steel requires a specialized approach that takes into account the specific application and properties of the steel being welded. Fortunately, there are several welding techniques that are commonly used to weld spring steel, each with its own set of benefits and limitations.
The first technique is gas tungsten arc welding (GTAW), also known as TIG welding. This method is preferred by experienced welders because it produces high-quality welds with excellent precision and control. GTAW uses a non-consumable tungsten electrode to heat the metal and create the weld pool, which is then filled with filler material. However, due to its level of complexity, GTAW requires a high level of skill and experience to perform effectively.
Next up is shielded metal arc welding (SMAW), also known as stick welding. This versatile technique involves using a consumable electrode coated in flux to create an arc that melts the metal and fuses it together. Although SMAW can be used for a wide range of materials, including spring steel, it requires more clean-up and produces less precise welds compared to GTAW.
Finally, gas metal arc welding (GMAW), also known as MIG welding, is a fast and efficient welding technique commonly used for spring steel. GMAW uses a wire electrode that is continuously fed into the weld pool, along with a shielding gas to protect the weld from contamination. This technique produces high-quality welds with minimal clean-up required, making it a popular choice for many applications.
Aside from these three welding techniques, there are also other methods such as flux-cored arc welding (FCAW) and plasma arc welding (PAW) that can be used for spring steel depending on the specific application requirements.
Ultimately, when selecting a welding technique for spring steel, several factors must be considered, including the thickness of the steel, the type of joint being welded, and the desired properties of the finished weld. With the right tools and techniques, however, you can conquer this challenging material and create strong, reliable welds that will stand the test of time.
What Filler Material Should be Used for Welding Spring Steel?
When it comes to welding spring steel, selecting the right filler material is essential for a successful weld. If you’re not using the appropriate filler material, you risk creating weak welds that may fail under stress – a dangerous situation in applications where the spring steel will be supporting heavy loads or operating in harsh environments.
So, what filler materials should you consider when welding spring steel? The most commonly used filler material is a low-hydrogen rod, also known as an E7018 electrode. This type of filler material provides strong and reliable welds that can withstand high stress loads. It’s a popular choice due to its exceptional strength and durability.
Another option for filler material is nickel-based alloys, which are ideal for welding stainless steel springs. Nickel-based alloys offer excellent corrosion resistance and high-temperature strength, making them suitable for welding in harsh environments. They’re perfect for applications where the spring steel will need to resist extreme temperatures and corrosive materials.
It’s important to note that using the wrong filler material can lead to brittle, weak welds. For example, using a high-carbon rod can make the weld prone to cracking. To ensure a proper bond, it’s crucial to match the filler material to the base metal.

In addition to selecting the right filler material, proper welding techniques must be used when welding spring steel. Preheating the base metal can help prevent cracking, and slow cooling after welding can reduce the risk of warping. Welders should also pay attention to the size of the weld bead and avoid over-welding, as this can weaken the joint.
Preheating Tips When Welding Spring Steel
Spring steel has a high carbon content, making it susceptible to cracking and brittleness during the welding process. That’s why preheating is such a critical step. Preheating involves heating the metal before welding to a specific temperature range, typically between 300-400°F.
Think of preheating as the warm-up routine before an intense workout. It reduces the risk of injury and ensures that your muscles are ready to perform at their best. Similarly, preheating spring steel helps reduce the risk of cracking and other issues that can arise during welding.
To preheat spring steel, you’ll need a propane or acetylene torch. Hold the torch about 2-3 inches away from the metal surface and move it around slowly to ensure even heating. Use a temperature gun or stick to monitor the temperature of the metal and maintain it within the recommended range.
It’s important to note that preheating time and temperature may vary depending on the thickness and type of spring steel being welded. Therefore, consult with a welding expert or refer to manufacturer guidelines for specific preheating requirements.
However, preheating isn’t the only crucial step in welding spring steel. You also need to select the right filler material, such as high-strength low-alloy (HSLA) steel, to minimize the risk of cracking and ensure a strong weld. Moreover, cleaning the surface of the spring steel before welding is essential to remove any oil, dirt, or other contaminants that could affect the quality of your weld.
Remember, preheating is an essential step when welding spring steel. By taking the time to preheat correctly, selecting appropriate welding consumables, and cleaning the surface before welding, you can create a strong and durable weld that will stand up to even the toughest challenges.
Surface Preparation Tips When Welding Spring Steel
Welding spring steel can be a challenging task, but with the right surface preparation process, you can master it like a pro. The surface preparation process is critical for achieving strong and durable welds. In this blog post, we’ll cover five essential subtopics to help you understand the surface preparation process when welding spring steel.
Clean the Surface
The first step in preparing the surface of the steel is to clean it thoroughly. You can use a wire brush or grinding wheel to remove any rust, dirt, or other contaminants that may be present on the steel’s surface. This process helps to ensure that the weld will have a strong bond with the base metal.
Preheat the Steel
Spring steel has a high carbon content that makes it more prone to cracking during the welding process. Preheating the steel prior to welding helps to reduce the risk of cracking by evenly distributing heat throughout the material. The preheating temperature should generally be around 300-400 degrees Fahrenheit and should be maintained throughout the welding process.
Choose the Right Welding Rod
Choosing the right welding rod is crucial for achieving strong and durable welds when working with spring steel. Low hydrogen electrodes such as E7018 are recommended because they produce low levels of hydrogen, which can cause cracking in high-stress applications like those found in spring steel. Additionally, using a smaller diameter welding rod can help to minimize heat input and reduce the risk of warping or distortion.
Maintain Proper Welding Technique
When working with spring steel, it’s essential to use proper welding technique. A slow and steady technique ensures an even weld bead and avoids excessive heat input that can lead to warping or distortion. Maintaining proper technique helps to ensure that your weld is strong and reliable.
Keep the Area Clean
Finally, it’s important to keep the welding area clean and free from any contaminants that could affect the quality of the weld. This includes keeping the area free from dust, dirt, and other debris that could become trapped in the weld and weaken its strength.
Lql1zu16qmM” >
Conclusion
To sum it up, welding spring steel is not for the faint of heart. It requires a skilled hand, attention to detail, and the right equipment. Spring steel is a tough-as-nails material that’s commonly used in industries where strength and resilience are a must. Its unique properties make it ideal for high-stress applications that require repeated impact resistance.
However, welding spring steel can be tricky due to its high carbon content and propensity to crack under pressure. To tackle this challenge, welders often use techniques like gas tungsten arc welding (GTAW), shielded metal arc welding (SMAW), or gas metal arc welding (GMAW). Choosing low carbon content filler material that matches the base metal composition is critical to avoid cracking.
Preheating spring steel before welding is another essential step in reducing the risk of cracking. Proper surface preparation by removing any oil, dirt, or contaminants is equally important. By following these tips and techniques, you can create strong and durable welds when working with spring steel.




